



Kaynak, özellikle yüksek saflıkta borular, paslanmaz çelik borular ve diğer hassas bileşenlerle uğraşırken, modern endüstriyel uygulamalarda kritik bir rol oynar. Bu senaryolarda yaygın olarak kullanılan iki kaynak yöntemi, orbital kaynak ve TIG (Tungsten İnert Gaz) kaynağıdır. Her iki yöntem de yüksek kaliteli kaynaklar üretebilse de, şu soru ortaya çıkıyor: Hangi teknik daha iyi tutarlılık sağlıyor? Bu makale, üreticilerin ve mühendislerin bilinçli kararlar almasına yardımcı olmak için orbital kaynak makinelerinin geleneksel TIG kaynağına kıyasla temel farklılıklarını, avantajlarını, sınırlamalarını ve pratik uygulamalarını inceliyor.
Gaz Tungsten Ark Kaynağı (GTAW) olarak da bilinen TIG kaynağı, tüketilmeyen bir tungsten elektrotun kaynak oluşturduğu manuel bir kaynak işlemidir. Kaynak havuzu, genellikle argon veya helyum olan inert bir gazla atmosferik kirlenmeden korunur. TIG kaynağı, hassasiyeti, çok yönlülüğü ve paslanmaz çelik, alüminyum ve titanyum dahil olmak üzere çeşitli metallerde temiz kaynaklar üretme yeteneğiyle ünlüdür.
Yüksek kaliteli, hassas kaynaklar – TIG kaynağı, kaynak dikişi, ısı girişi ve dolgu malzemesi üzerinde hassas kontrol sağlar.
Çok yönlülük – Çok çeşitli metalleri ve kalınlıkları kaynaklayabilir.
Görsel incelemeye uygun – Minimum sıçrama içeren temiz kaynaklar, kalite değerlendirmesini kolaylaştırır.
Düşük kirlenme riski – İnert gaz koruması, kaynakları oksidasyondan korur.
Kaynak kalitesi, kaynakçının becerisine ve tutarlılığına büyük ölçüde bağlıdır.
Daha yavaş işlem – Manuel TIG kaynağı, özellikle uzun kaynak işlemlerinde, otomatik kaynak yöntemlerine göre daha yavaştır.
Sınırlı tekrarlanabilirlik – Tecrübeli kaynakçılar bile kaynak tutarlılığında küçük farklılıklar gösterebilir.
Seri üretim için ideal değil – Büyük ölçekli, tekrarlayan kaynak işlemleri zaman alıcı ve pahalıdır.

Orbital kaynak, kaynak torcunun boru veya tüp gibi sabit bir iş parçası etrafında döndüğü otomatik bir kaynak işlemidir. Orbital kaynak makineleri, kaynak akımı, voltaj, hız ve dönüşü kontrol etmek için önceden programlanmış parametreler kullanır. Sistem, hassas ve tekrarlanabilir kaynaklar sağlar ve genellikle ilaç, yarı iletken üretimi ve havacılık gibi kritik sektörlerde kullanılır.
Son derece tutarlı kaynaklar – Önceden programlanmış parametreler insan hatasını ortadan kaldırır ve her seferinde aynı sonuçları üretir.
Otomatik hassasiyet – Makineler ısı girişini, dönüş hızını ve dolgu teli beslemesini otomatik olarak kontrol eder.
Yüksek tekrarlanabilirlik – Seri üretim ve birden fazla özdeş kaynak işlemi için idealdir.
Dar alanlar için uygundur – Kompakt orbital kaynak başlıkları, manuel TIG kaynağının zor olduğu alanlarda çalışabilir.
Dokümantasyon ve izlenebilirlik – Birçok orbital kaynak makinesi, kalite kontrolü ve mevzuata uygunluk için kaynak verilerini kaydedebilir.
Daha yüksek başlangıç yatırımı – Orbital kaynak makineleri, manuel TIG sistemlerine göre daha pahalıdır.
Sınırlı esneklik – Öncelikle boru veya dairesel iş parçaları için tasarlanmıştır; düzensiz geometriler için ideal değildir.
Kurulum ve programlama gereklidir – Yeni projeler için ilk kurulum süresi önemli olabilir.
Bakım ve kalibrasyon – Kaynak hassasiyetini korumak için düzenli kalibrasyon gerektirir.
| Özellik | TIG Kaynak | Yörünge Kaynak Makinesi |
|---|---|---|
| Kontrol | Manuel (kullanıcının becerisine bağlı) | Otomatik (program kontrollü) |
| Tutarlılık | Değişken, kaynakçıya bağlı. | Çok yüksek, tekrarlanabilir |
| Hız | Uzun veya tekrarlayan kaynak işlemleri için daha yavaş. | Standartlaştırılmış kaynaklar için daha hızlı |
| En İyi Uygulamalar | Özel veya düzensiz eklemler | Boru şeklinde borular, yüksek hacimli üretim |
| Maliyet | Daha düşük başlangıç maliyeti | Daha yüksek başlangıç maliyeti |
| Esneklik | Son derece esnek, her şekle uygun. | Silindirik/boru şekilleriyle sınırlıdır. |
| Dokümantasyon | Manuel kayıtlar | Otomatik veri kaydı |
TIG kaynağı yüksek kaliteli kaynaklar sağlasa da, tutarlılık insan faktörleriyle sınırlıdır. Deneyimli kaynakçılar bile kaynak dikişinin büyüklüğünde, ısı girişinde veya kaynak hızında küçük farklılıklar gösterebilir. Birden fazla kaynak işleminde, bu farklılıklar özellikle yüksek hacimli üretimde birikebilir.
Öte yandan, orbital kaynak makineleri tüm kaynak işlemini otomatikleştirir. Bir kaynak programı ayarlandıktan sonra:
Meşalenin hareket hızı sabittir.
Isı girişi hassas bir şekilde kontrol edilir.
Dolum teli beslemesi otomatiktir.
Çevresel kaynak işlemleri minimum sapmayla tamamlanır.
Bu otomasyon seviyesi, her kaynağın önceden tanımlanmış özelliklere uygun olmasını sağlayarak, homojenliği artırır ve kusur riskini azaltır. Sıkı kalite ve düzenleyici standartlara sahip endüstriler için, orbital kaynak, manuel TIG kaynağına kıyasla eşsiz bir tekrarlanabilirlik sunar.
Orbital kaynak yönteminin tutarlılık açısından avantajlarına rağmen, manuel TIG kaynağının da hâlâ yeri vardır:
Özel veya karmaşık geometriler – Silindirik olmayan veya düzensiz şekilli iş parçalarının elle kaynaklanması genellikle daha kolaydır.
Az sayıda veya tek seferlik projeler – Az sayıda parça için, yörünge kaynak ekipmanına yatırım yapmak maliyet açısından verimli olmayabilir.
Anlık ayarlamalar – Yetenekli kaynakçılar, montaj farklılıkları veya yüzey kusurları gibi öngörülemeyen sorunlara uyum sağlayabilirler.
Taşınabilir veya uzak lokasyonlar – El tipi TIG kaynak makinesi, sınırlı alana sahip sahalara taşınması daha kolaydır.
İlaç Boruları
Borularda genellikle temiz, sızdırmaz ve tekrarlanabilir kaynaklar gereklidir.
Yörünge kaynağı, mevzuata uyumluluk için kritik önem taşıyan homojenliği ve izlenebilir kayıtları sağlar.
Havacılık ve Uzay ve Yarı İletken
Yüksek hassasiyetli, yüksek saflıkta borular yaygındır.
Yörünge kaynak yöntemi, insan hatasını en aza indirir ve tekrar tekrar hatasız kaynaklar üretir.
Özel İmalat veya Küçük Tamirler
TIG kaynak yöntemi, alışılmadık açılar, dar alanlar veya tek seferlik onarımlar söz konusu olduğunda üstün performans gösterir.
Deneyimli operatörler, makineyi programlamaya gerek kalmadan süreci hızla uyarlayabilirler.
TIG Kaynak: İlk yatırım maliyeti daha düşüktür, ancak büyük ölçekli üretimde işçilik yoğunluğu yüksektir. Kalite, operatörün becerisine bağlıdır ve bu da eğitim maliyetlerini artırabilir.
Yörünge Kaynak: Makine ve programlama için başlangıç maliyeti daha yüksek olsa da, zaman içinde işçilikten tasarruf sağlar, hurda miktarını azaltır ve tutarlı, izlenebilir kaynaklar sağlar. Seri üretim veya kritik uygulamalar için uzun vadeli yatırım getirisi olumludur.
Orbital kaynak makineleri ile manuel TIG kaynağını karşılaştırdığımızda, tutarlılık ve tekrarlanabilirlik açısından açık ara kazanan orbital kaynak makinesidir. Hareket hızı, ısı girişi ve dönüş gibi temel parametreleri otomatikleştirerek, orbital kaynak, birden fazla bağlantı noktasında homojen kaynak kalitesi sağlar. Bu da onu kritik uygulamalar, yüksek hacimli üretim ve düzenlemeye tabi sektörler için tercih edilen seçenek haline getirir.
Ancak, TIG kaynağı, insan becerisi ve uyum yeteneğinin gerekli olduğu özel imalatlar, düzensiz şekiller ve küçük ölçekli veya saha onarımları için vazgeçilmez olmaya devam etmektedir.
Sonuç olarak, orbital kaynak ve TIG kaynağı arasındaki seçim, uygulama türüne, hacme, hassasiyet gereksinimlerine ve bütçeye bağlıdır. Birçok şirket, standartlaştırılmış üretim için orbital makineleri ve özel veya düzensiz kaynaklar için TIG kaynağı kullanarak hibrit bir yaklaşım benimsemektedir. Her iki yöntemin güçlü ve zayıf yönlerini anlayarak, üreticiler kaynak kalitesini, verimliliğini ve maliyet etkinliğini optimize edebilirler.
Orbital kaynak makinelerinin profesyonel üreticisi olan NODHA, yüksek kaliteli, güvenilir ve tutarlı kaynak çözümleri sunmaya kendini adamıştır. Gelişmiş otomasyon teknolojisinden yararlanan NODHA, kritik endüstriyel boru uygulamaları için hassas ve tekrarlanabilir kaynaklar sağlayarak müşterilerinin verimliliği artırmasına ve katı kalite standartlarını korumasına yardımcı olur.

15251441199
182 6159 2800
152 5144 1199









 Geri
Geri
 Önceki
Önceki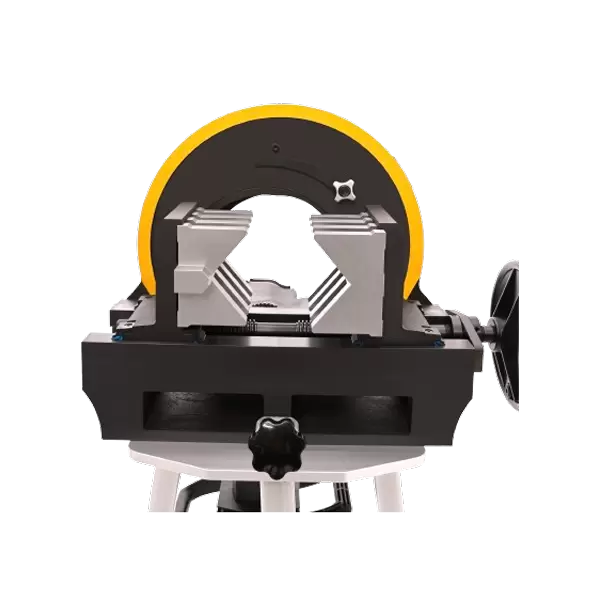
 Sonraki
Sonraki
 Apr 22,2026
Apr 22,2026
 Mesaj bırakın
Mesaj bırakın